




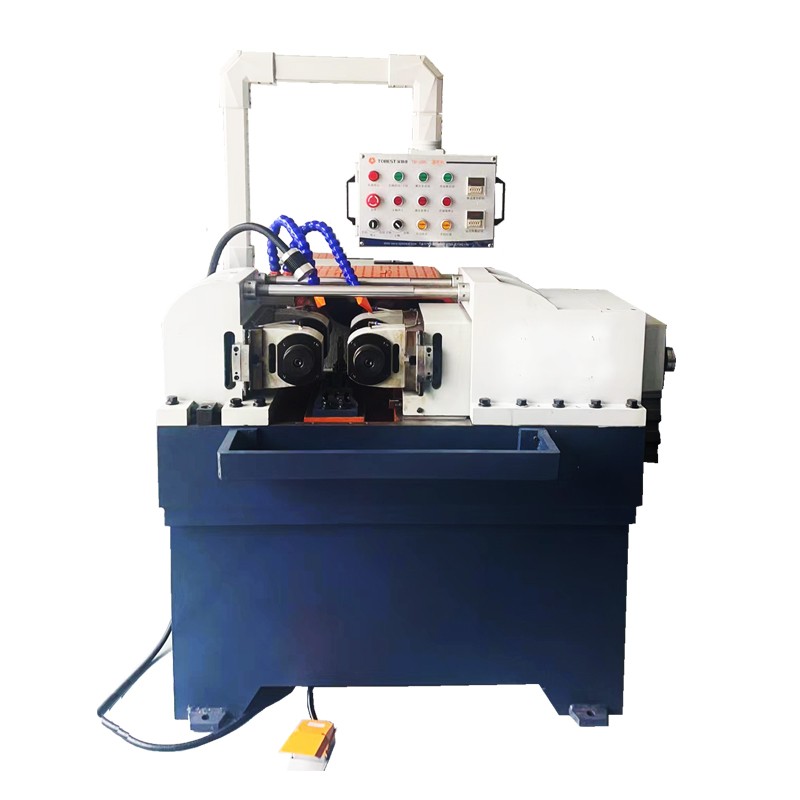











全动滚丝机是一种多功能的冷挤压成型机床。全动滚丝机可以在冷态下在其滚压范围内对工件进行滚丝,直线和斜纹滚压处理;这是一种先进的非切削加工工艺,可以有效提高工件的内部和表面质量。在加工过程中产生的径向压缩应力可以显着提高工件的疲劳强度和抗扭强度。这是一种节能,低耗的理想工艺。
主要用于滚压各种精密外螺纹,包括普通螺纹,梯形螺纹及模数螺纹,亦可对圆形工件进行成型,矫直、滚光、滚纹等滚压工作。适应滚压的材料:延伸率大于10%,抗拉强度小于1000N/mm²的各种碳素钢、合金钢及有色金属。
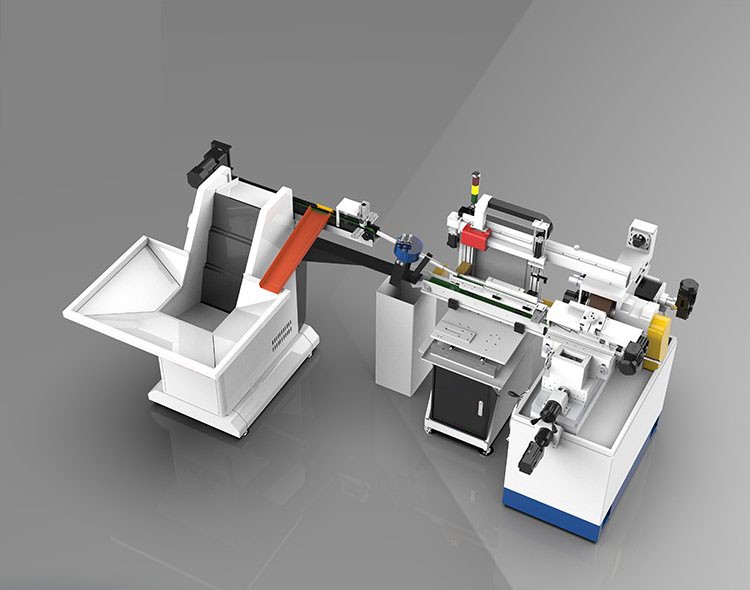
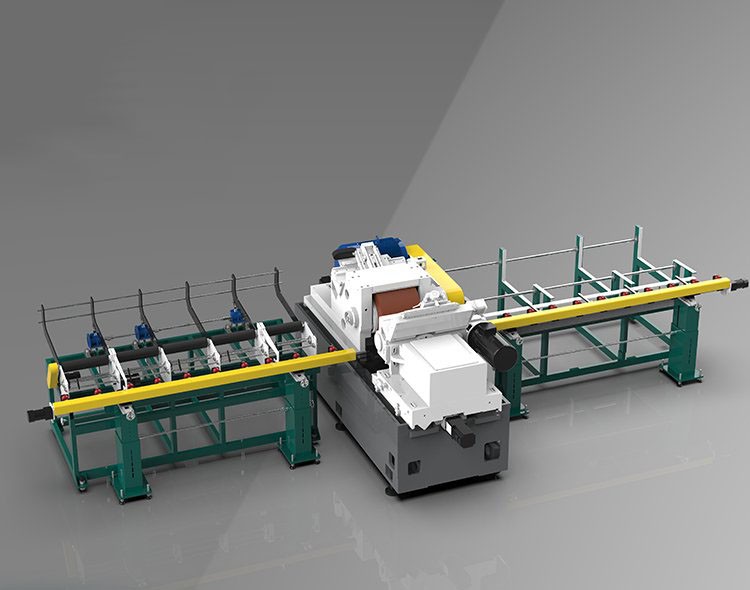
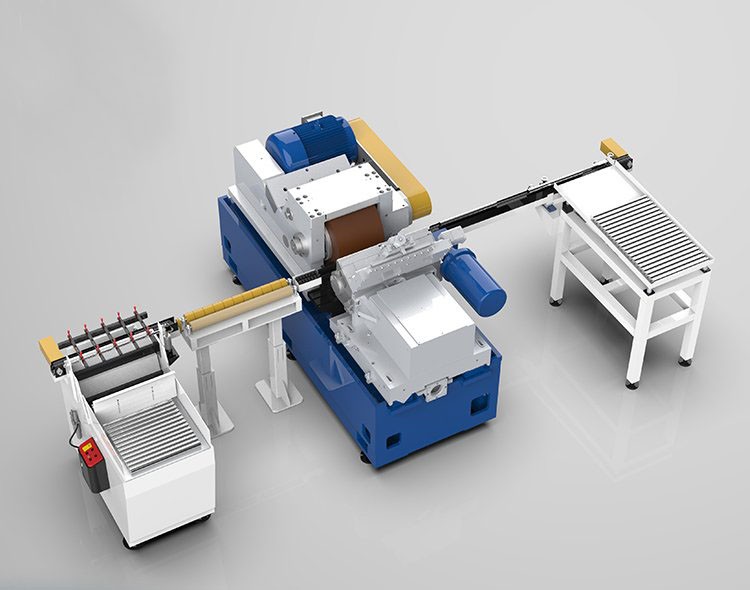
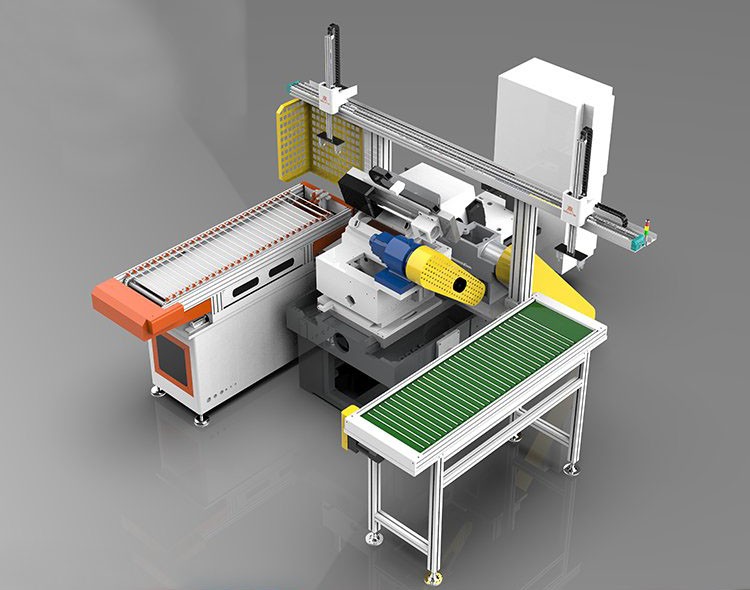
此机可根据用户需求配备自动送料装置。
全动滚丝机是一种多功能的冷挤压成型机床。全动滚丝机可以在冷态下在其滚压范围内对工件进行滚丝,直线和斜纹滚压处理;这是一种先进的非切削加工工艺,可以有效提高工件的内部和表面质量。在加工过程中产生的径向压缩应力可以显着提高工件的疲劳强度和抗扭强度。这是一种节能,低耗的理想工艺。
全动滚丝机如何操作:
1:调距。调好三轴距离,使三个滚丝模之间的距离对于滚丝工件大致成等边三角形,并开启液压手动档,调节油缸螺母靠塞,使活动导轨的滚丝模送过去时刚好碰到被滚工件。
2:对牙。
滚半牙(即工件只有一段是螺纹,长度不大于装模轮尺寸)
1.用彩色笔在全动滚丝机的滚丝部上涂漆,手动将其安装在三个模具轮之间,并用脚踏开关将可移动导板的模具轮向上推并挤压工件。
2.用手旋转皮带轮,使全动滚丝机上的三个模具轮丝印准确地形成一个圆,然后检查三段丝印是否正确连接。如果不是,请使用三个模具轮中的任何一个作为参考,然后将其松开。连接到齿轮箱的其他两个模具轮后面的联轴器使秤旋转,并重复此过程,直到连接三个丝网以形成螺纹标记为止。
3.连接螺纹后,启动全动滚丝机的主动力和冷却泵,放入工件,并在滚动时调节油缸的行程。如果未安装到位,则要进行多次调整,以使螺纹深度符合标准和要求。其中,要特别注意液压泵的压力不要过高,压力应在35kg/s之间,以免因压力过大而损坏模轮。
4.自动滚压:形成标准螺纹后,开启全动滚丝机的液压自动齿轮,可以根据自己的需要调整时间继电器,可以任意调整自动轧制和退刀时间,轧制迅速。
二、滚全牙(即整条丝杆)
1.松开全动滚丝机三个轴承座上的两个压紧螺母,轻轻摆动一个角度,使其调整接近滚牙螺纹之升角,然后锁紧轴承座上的压紧螺母。
2.对牙和滚压步骤与滚半牙相同。
| 最大滚压力 | 400KN | 主轴倾斜角 | ±10° |
| 最大滚压直径 | 轴向φ80mm,径向φ100mm | 主轴转速 | 14.20.28.40(r/min) |
| 最大滚压螺距 | 轴向8mm,径向10mm | 滚压动力 | 15kw |
| 滚丝轮最大直径 | φ190-250mm | 液压动力 | 7.5kw |
| 滚丝轮孔径 | φ85mm | 冷却动力 | 0.09kw |
| 滚丝轮最大宽度 | 200mm | 整机质量 | 5200kg |
| 主轴中心距 | 220-350mm | 尺寸 | 2100×2380×1880mm |
Contact: 周先生
Phone: 186 8899 7860
E-mail: info@boosum.com
Add: 深圳市宝安区沙井后亭第二次工业109号